
Технология сварки труб ручной дуговой сваркой
Владение приемами дуговой сварки считается обязательным для домашнего мастера, самостоятельно осваивающего технику сварочных работ (включая изучение всех тонкостей и особенностей этого процесса). А постоянное совершенствование этих приемов позволит ему выполнять самые различные операции, связанные с благоустройством загородного дома. Технология сварки труб ручной дуговой сваркой (используемая, в том числе, и при работе с трубными изделиями) заключает в себе ряд тонкостей, требующих специального учета. При их освоении всегда нужно помнить о том, что при проведении сварочных работ большое значение придается соблюдению требований ГОСТ, регламентирующих марку используемых электродов, а также различающих образующиеся швы по их типу. Выбор электродовЭлектроды В первую очередь техника сварки труб предполагает использование специальных электродов, представляющих собой металлический стержень с особого вида покрытием. Функциональное назначение такого покрытия состоит в том, чтобы во время сварки образовывать защитную пленку заданной структуры (так называемый шлак), препятствующую попаданию в шов азота и кислорода из воздуха. Различные виды электродов предназначаются для выполнения некоторого круга задач и по типу защитного материала делятся на следующие классы:
Выбраны подходящие электроды Выбор того или иного вида защитного покрытия строго регламентируется и зависит от многих сопутствующих факторов (в том числе и от режима работы сварочного оборудования). Отметим также, что использование электродов, не соответствующих характеру выполняемых сварочных работ, ощутимо влияет на качество получаемых швов. Оборудование и режимы работы Сварочные аппараты различной мощности Для организации сварочных работ в бытовых условиях (в том числе, и при прокладке трубопроводов), как правило, используются либо специальные трансформаторы-выпрямители, либо более сложная их модификация – инверторы. При любом варианте сварочный аппарат должен иметь несколько режимов работы, выбор которых зависит от типа используемых электродов, так и от марки и толщины свариваемых металлов. От правильности выбора режима сварки, в конечном счете, зависит качество получаемого шва, определяющего надежность трубного соединения. Обратите внимание! Реализация рекомендованного ГОСТом режима сварки производится за счет выбора электродов требуемого диаметра и выставления оптимальных значений силы тока и величин напряжений, действующих в электрической дуге. Все данные по этим параметрам вы сможете найти в соответствующих разделах ГОСТа, посвященных сварке трубных металлических изделий определенного диаметра. Особенности дуговой сварки Суть этого процесса заключается в формировании сварочным оборудованием в зоне контакта электрической дуги, под воздействием которой происходит плавление стержня электрода. При этом капли металла в шлаковой оболочке смешиваются с расплавленным материалом самих свариваемых заготовок, после чего наблюдается всплытие шлака в жидком состоянии. 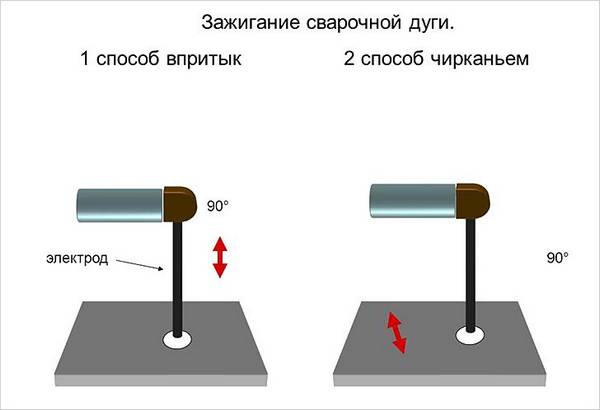 Зажигание сварочной дуги Особенности дуговой сварки проявляются в следующих важных моментах:
 Сварка внутри трубы Обратите внимание! При стыковке толстостенных трубных заготовок большого диаметра должен формироваться как наружный, так и внутренний шов. Порядок сварки Подготовительные работы и сварка труб Перед началом сварочных работ необходимо провести все предусмотренные нормативами подготовительные мероприятия, включающиеся в себя:
Обратите внимание! Существует несколько способов стыковки труб, различающихся шириной свариваемой зоны, а также видом получаемого при этом шва. В рассматриваемом нами случае (при сварке труб трубопровода) предпочтительнее использовать классическое сочленение «встык», позволяющее проваривать кромки по всей площади их соединения. Перед началом работ вам в первую очередь нужно будет включить сварочный агрегат с уже присоединенным к нему кабелем, оснащенным держателем электродов, а затем зафиксировать на заготовках земляные контакты. 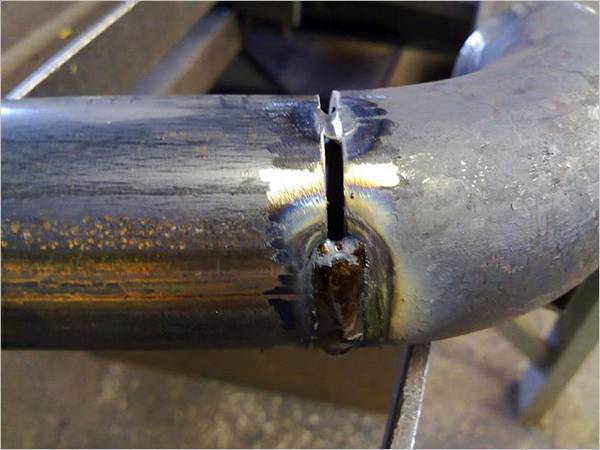 Прихватки После этого по окружности соединяемых заготовок наносится несколько коротких сварных швов (прихваток), обеспечивающих окончательную фиксацию их взаимного расположения, после чего можно будет перейти к непосредственной сварке, осуществляемой по известным правилам (смотрите «Особенности дуговой сварки»). В процессе работ всегда нужно помнить о том, что сваривать стыки труб следует в непрерывном режиме (без остановок) с одновременным контролем постоянства скорости перемещения электрода. Виды сварных швовКоличество наносимых при сварке швов зависит от толщины стенок самих заготовок; при этом первый (основной) шов считается коренным. После его нанесения необходимо проверить качество получившегося соединения, а затем сбить образовавшийся на поверхности шлак с помощью металлического молоточка. Заметьте, что самый последний шов должен наноситься как можно ровнее.  Снаряжение сварщика В заключение напомним, что при работе со сварочным оборудованием обязательно использование защитной маски и специального костюма из плотной ткани, надежно защищающих открытые части тела от случайного попадания на них капель расплавленного металла. ВидеоВ этом видео показано, как производится врезка трубы в трубу такого же диаметра:
|
Загрузка. Пожалуйста, подождите...








