
Как варить трубы электросваркой
Наиболее распространенным способом соединения труб как на магистралях, так и на различных второстепенных ответвлениях труб с низким или высоким давлением в промышленных, производственных и бытовых условиях является сварное соединение. Это связано с тем, что оно способно обеспечить высокую герметизацию соединения и прочность, сравнимую с прочностью стенок цельного участка трубы. Такой тип соединения является неразборным и поэтому используется на ответвлениях, врезках, поворотах, стыках труб в местах, где не требуется постоянное обслуживание техперсоналом. В этой статье мы поговорим о том, как варить трубы электросваркой. Преимущества и недостатки электросваркиМожно выделить следующие преимущества сварных соединений: Недостатки сварных соединений в основном вызваны низкой квалификацией сварщика вследствие его неопытности, несоблюдения правил и требований технологии, которые привели к неполному свариванию, образованию трещин, смещений и остаточных напряжений в области сварного шва в результате недогрева или перегрева. Другим недостатком можно назвать сложности при корректировании дуги для обеспечения одинаковых условий формирования шовного соединения, так как электрод в дуге постоянно плавится и неравномерно перемещается вдоль поверхности трубы. Кроме того, определить качество соединения без применения специальных приборов, а также оценить структуру измененного металла можно только по внешним признакам. Основы процессаПроцесс электродуговой сварки заключается в том, чтобы между свариваемым металлическим материалом и электродом образовалась электрическая дуга, под воздействием которой разогреваются определенный участок труб и электрод, в результате чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности. Электрод имеет специальное покрытие, которое во время плавления создает в дуге особые условия, препятствующие взаимодействию металла с воздухом и образованию защитной пленки. В то же время материал трубы и расплавленный материал электрода при нахождении в дуге способствуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который впоследствии требуется удалить. Какой инструмент понадобится для сварочных работСварочный инвертор Для электросварки первым делом понадобится сварочный аппарат. На сегодняшний день есть два типа таких устройств:
Обратите внимание! Сварочные аппараты могут быть запитаны от сети в 220 В или 380 В, также бывают совмещенные варианты. Рассчитанные на 380 В, больше подходят для сети, в которой отсутствуют скачки напряжения или просадки. Для слабых электросетей оптимальным выбором станут современные инверторы.  Инструмент для сварочных работ Кроме сварочного аппарата понадобится следующий вспомогательный инвентарь:
Как подобрать электрод? Как выбрать электрод для сварки Перед тем как варить трубы электросваркой, необходимо выбрать подходящий электрод, так как от его выбора во многом зависит качество шва, а соответственно, и длительность эксплуатации трубопровода. Он представляет собой металлический стержень, покрытый специальным слоем для сварки. Электроды отличаются толщиной стержня и количеством обмазки. Для труб применяют стержни с толщиной от 2 до 5 мм. Покрытие при этом может составлять от 3 до 20% от общей массы. Обратите внимание! Так как при создании дуги требуется особая атмосфера, препятствующая попаданию воздуха, следовательно, стержни с более толстым покрытием будут качественнее. Однако их размер должен быть одинаков по всей длине стержня, не иметь раковин и трещин или любых других дефектов. Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, значительно теряющее свои прочностные свойства после остывания, поэтому необходимо находить некий компромисс при выборе. 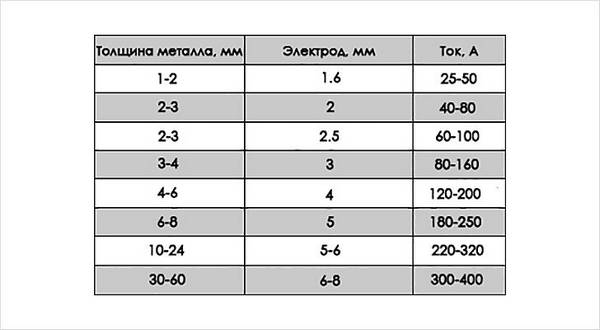 Выбор толщины В зависимости от толщины трубы электроды выбирают следующим образом:
Обратите внимание! Подобрать толщину электрода можно экспериментальным путем. Так как ток прямо пропорционален толщине стержня, то соответственно, будет увеличиваться электрическая дуга, и труба будет плавиться быстрее. В то же время существует минимальная величина тока, ниже которой качество сварки заметно ухудшается.  Выбор электрода Поэтому нужно знать, как правильно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов. Подготовка к процессуПеред началом сварки нужно убедиться в отсутствии рядом горючих и взрывоопасных веществ и материалов. Если таковые имеются, то лучше их оградить каким-либо негорючим материалом и поставить рядом емкость с водой на всякий случай. Кромки и поверхности труб вблизи сварного шва необходимо зачистить. После этого необходимо надежно закрепить заземление, а также проверить целостность кабеля. На трансформаторе сварочного аппарата устанавливается необходимый ток в соответствии с толщиной свариваемых труб. Затем следует зажечь дугу путем медленного перемещения электрода на расстоянии 5 мм от поверхности трубы примерно под углом 600, в результате чего должны появиться искры. После этого электрод необходимо перенести к месту сварки, удерживая его на таком же расстоянии от трубы. Обратите внимание! Поскольку во время сварки электрод будет уменьшаться, то его следует по мере необходимости приближать, чтобы расстояние не изменялось. Если дуга не зажигается, то следует увеличить ток до появления искр. Если и после этого не удается зажечь дугу, то следует взять электрод потолще. Обычно для поворотных стыков ток на сварочном аппарате при толщине электрода 3 мм и трубы до 5 мм должен составлять в районе от 100 до 250 А, а неповоротных – 80-120 А. Описание процедуры сварки трубПосле достижения постоянного горения дуги можно приступать непосредственно к сварке. Во время сваривания перемещают дугу следующим образом:
 Как сделать правильный шов Трубы с малым диаметром и толщиной стенки свариваются непрерывным швом, в то время как трубы с толстыми стенками – прерывистым. Сварка стыков должны производиться до полного сваривания стыка без перерывов. При сварке стыков с толщиной стенок до 6 мм выполняют два сварных слоя, при толщине до 7 мм – в три слоя, а при более толстых стенках — в четыре. Обратите внимание! Каждый провариваемый слой должен быть очищен перед наваркой следующего для того, чтобы обеспечить однородность сварного шва. Первые слои обычно навариваются ступенчато, начиная от кромок труб с расплавлением, а последующие равномерно сплошным слоем. Ступенчатый вариант применяется при толщине труб более 8 мм: базовый слой накладывается путем разделения поверхности труб на определенные зоны с небольшой площадью и сваривания через одну площадку, а потом довариваются пропущенные. После проварки первого слоя его осматривают на наличие трещин, так как от этого зависит качество всего шва. Если таковые есть, то их выплавляют и сваривают заново.  Шов электросварки Последующие слои свариваются путем проворачивания трубы или равномерного перемещения электрода вдоль поверхности шва, причем начальную точку сварки смещают относительно конечной приблизительно на 20?30 мм по отношению к предыдущему слою и меняют направление движения электрода на противоположное. Последний шов выполняется с ровной поверхностью и плавным переходом к размеру диаметра труб. Если свариваются трубы с квадратным сечением, то их концы необходимо жестко закрепить, чтобы металл не повело, и труба не деформировалась. После окончания сварных работ поверхности очищаются от шлака. 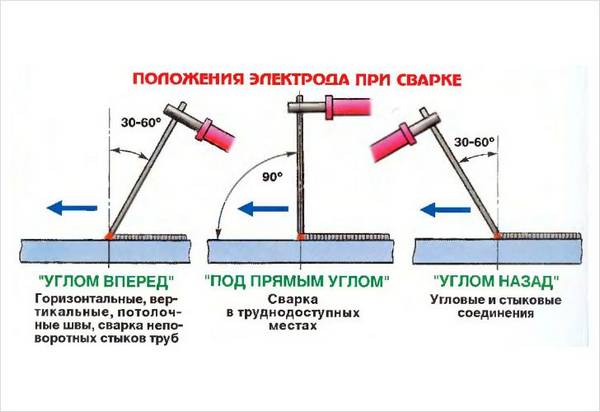 Положение при сварке Сварка труб электросваркой процесс простой, но ответственный, требующий внимательности и соблюдения последовательности выполняемых действий.
|
Загрузка. Пожалуйста, подождите...








